Применение паяльника не по назначению.

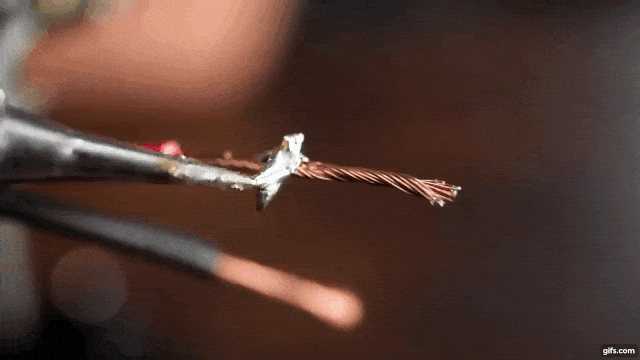
Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.”
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Припой — сплав мягких металлов, способный при нагреве до некоторой температуры (~250ºC для припоя ПОС60) приобретать полужидкое состояние.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь.
Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
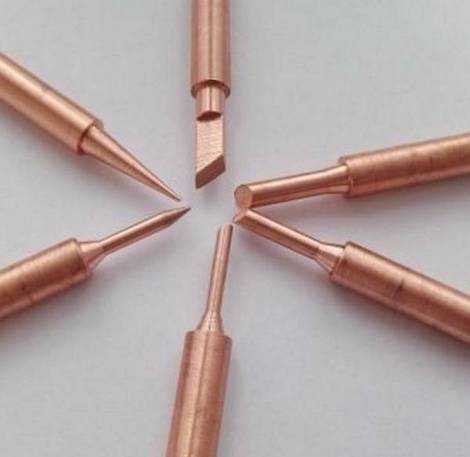
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
https://youtube.com/watch?v=tpNwkvaNV5I
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
https://youtube.com/watch?v=0ywPIWxBJxI
Преимущества пайки в сравнении с другими способами соединения

Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.
Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким
нагревом хороший результат пайки будет гарантирован.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
 Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
https://youtube.com/watch?v=dWy_OY2dU0g
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
https://youtube.com/watch?v=zhJA3iogyhQ
https://youtube.com/watch?v=wU8gbpWN8NQ
https://youtube.com/watch?v=O55PwiOsq18
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.

Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
https://youtube.com/watch?v=kEEExfzHPsE
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
https://youtube.com/watch?v=Vt2ejQ45cBE
Originally posted 2018-07-04 08:12:15.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.

Пинцет для установки и снятия SMD-компонентов Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.

Припой для пайки
Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.

Жало для паяльника «Микроволна»
Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
Правила безопасности
При работе с паяльником необходимо:
Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов
Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
Класть паяльник на жаропрочную подставку
Горячий инструмент должен быть зафиксирован в держателях.
Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.

Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
https://youtube.com/watch?v=pqsZ6Ylf3SA
Бытовой ремонт №1
Выберите надежных мастеров без посредников и сэкономьте до 40%!
Разместите задание и узнайте цены
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки
Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Неправильный подбор флюса.

Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.

По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.
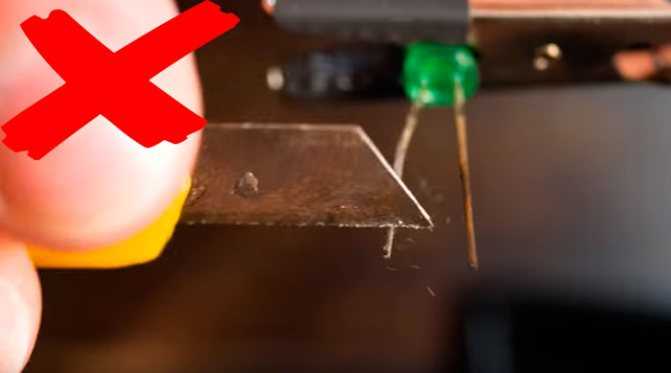
Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
активные, содержащие кислоту
нейтральные
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами

Кислота помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать короткое замыкание.