Производство и применение стальной катанки.
Катанка является одним из основных и наиболее важных видов чернометаллического проката. Она представляет собой толстую проволоку круглого сечения, поставляемую в мотках. Диаметр катанки ограничен диапазоном 5-9 мм и принимается из ряда стандартных значений. Основным предназначением катанки является использование в качестве сырья для производства более тонкой проволоки и другой металлургической продукции.
Поставляется катанка в виде больших мотков или катушек
Изготовление катанки
Производство катанки в промышленных условиях ведется методом горячей прокатки. Этот процесс предполагает использование в качестве заготовки крупных нагретых слитков с большим поперечным сечением. Слиток пропускается через вращающиеся валки, которые выполняют постепенное обжатие. Таким образом, поперечное сечение заготовки планомерно уменьшается, а длина возрастает. По мере прохождения слитка через прокатный стан размер валков, которые его обрабатывают, постепенно уменьшается. Полученную катанку сматывают с помощью специальных устройств. Охлаждение катанки происходит на воздухе или мощными вентиляторами. Данный процесс обеспечивает высокую производительность. А многочисленные деформации, которым подвергается металл во время обжатий валками, способствуют повышению его прочности. Для производства катанки используются заготовки из стали обычного качества марок Ст0, Ст1 и Ст2. Такие марки стали являются достаточно мягкими и пластичными. Выбор материал связан с особенностями дальнейшего применения катанки. Производство проволоки ведется волочением, которое сильно затрудняется при использовании заготовки с высокой прочностью. Также это приводит к быстрому износу волочильного инструмента.
Стандартизация катанки
Изготовление катанки ведется в соответствии с ГОСТом 30136-95. Согласно этому нормативному документу, к изделиям предъявляются определенные требования в сфере качества поверхности и состояния внутренней структуры. Если они не соблюдены, то из катанки не получится произвести качественную продукцию. Поверхность должна быть чистой от заусенцев и закатов. Другими дефектами, которыми может обладать катанка, являются пузыри и внутренние пустоты. Они понижают прочность проката и могут привести к его обрыву. Еще одним негативным явлением считается обезуглероживание поверхности, которое может произойти при нарушениях и ошибках в технологическом процессе. Чтобы катанка получилась высокого качества, её производство подвергается контролю на разных этапах. Проверяются такие характеристики продукции: диаметр, площадь сечения, отклонение от круглой формы, вес погонного метра. На специальном оборудовании оцениваются механические показатели изделия – твердость, прочность на разрыв и ударная вязкость. Для всех этих параметров рекомендуемые значения приведены в нормативных документах.
Применение катанки
Основным направление использования данного вида металлургической продукции является производство проволоки с помощью волочения. Из неё изготавливают гвозди, сетки и элементы ограждений. При создании железобетонных зданий катанка используется как элемент арматурного каркаса. Её используют при возведении линий электропередач. При заготовке древесины катанка применяется с целью соединения бревен. Широкое применение катанки обусловлено её низкой ценой. Поставляется катанка в виде больших мотков или катушек. Мотки имеют вес от 100 до 160 кг. Из них часто формируют связки массой до 5 тонн. Большой объем катанки востребован в первую очередь на металлообрабатывающих заводах.
Статья носит ознакомительный характер. Не забывайте консультироваться со специалистами.
samara-metall.ru
Производители
Производители катанки строго следят за качеством своей продукции, поэтому выпускается она в соответствии с ГОСТами. В настоящее время известно большое количество марок данного металлопроката.


Можно назвать много популярных изготовителей катанки:
- Liepajas Metalurgs – Латвия;
- TECRUBE – Азербайджан;
- «Абсолют» – Россия;
- «Алькор Трейдинг Компани» – Россия;
- «Амурсталь» – Россия;
- «Ареал» – Россия;
- «Балком» – Россия;
- Белорусский МЗ;
- ВИСМА – Беларусь;
- «Данко» – Украина;
- Днепропетровский МЗ;
- «Днепроспецсталь» – Украина.
Этот список компаний, которые занимаются производством и реализацией катанки из меди, стали, алюминия, нельзя назвать полным, в России и странах СНГ их гораздо больше.

2 Основные характеристики стальной продукции 8–10 мм и других диаметров
Так как подавляющее большинство потребителей металлопродукции используют только стальную катанку, ниже и далее будут приведены только ее характеристики. Параметры и свойства алюминиевой и медной можно посмотреть в вышеуказанных статьях и ГОСТ.
 На возможность использования катанки влияют её механические свойства
На возможность использования катанки влияют её механические свойства
По стандарту 30136 стальную катанку производят диаметрами 5–9 мм. Изделия с размерами в данном диапазоне регламентируются этим ГОСТ как стандартные. То есть для производителей обязательные к изготовлению. Катанка 8 мм тоже в числе стандартных изделий. И согласно ГОСТ 30136 по согласованию производителя изделия с ее заказчиком допускается изготавливать продукцию диаметром свыше 9 мм, то есть и 10 мм тоже.
Почти все, во всяком случае, основные характеристики катанки этого ГОСТ приведены в статье сайта «Горячекатаные изделия стандарта 30136». Единственное, там недостает сведений о механических свойствах этой продукции. Но зато они указаны в публикации «Катанка – масса и другие характеристики изделий различных диаметров». Все приведенные в этих статьях данные взяты из стандарта 30136. А в нем самом можно ознакомиться с интересующими, но не указанными в статьях параметрами.
По ТУ 14-1-5282 стальную катанку изготовляют диаметрами 5–16 мм, включая 8, 9 и 10 мм. Как отмечалось выше, ее производят из углеродистой стали, а именно: марок Cт0, Cт1, Cт2 и Cт3 всех степеней раскисления.
Из характеристик ТУ на эту стальную катанку ниже приводятся лишь механические свойства, так как только они влияют на выбор того или иного изделия и определяют возможности его использования. Остальные параметры можно посмотреть в самом документе ТУ.
Временное сопротивление разрыву у продукции всех диаметров по ТУ 14-1-5282 должно быть не меньше 32 (320) кгс/мм2 (Н/мм2). В холодном состоянии катанка должна пройти испытание изгибанием на 180о вокруг используемой для этого оправки с диаметром, как у самого испытываемого изделия. При этом она должна остаться целой и без каких-либо признаков повреждения.
3 Хорошие и плохие примеси в сырье для катанки
Для производства такой катанки используются различные марки стали, главное, чтобы химический состав готового продукта сохранялся по всей длине. Сейчас мы рассмотрим влияние различных добавок на характеристики материла. Повысив содержание азота, получится увеличить твердость, однако сталь станет и более хрупкой. Особенно последнее свойство будет прогрессировать со временем. Допустимая норма хрома составляет 0,1–0,15 %, в противном случае этот элемент оказывает вредное воздействие на процесс патентирования (термической обработки). Обычно хром попадает в металл из шихты во время выплавки.
 Продукция из различных марок стали
Продукция из различных марок стали
Еще к вредным добавкам следует отнести фосфор с серой, так как эти примеси неравномерно распределяются в металле, а их повышенное содержание вызывает красноломкость. Другими словами, при повышенных температурах материал становится чрезвычайно хрупким. Их суммарное содержание не должно превышать 0,05 %. Допускается не более 0,03 % каждого элемента в отдельности.
 Хрупкость материала
Хрупкость материала
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев
Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Производство катанки

Процесс изготовления данного вида металлопроката при должном уровне технического обеспечения достаточно прост и стандартен. Рассмотрим одну из его разновидностей.
Первый этап – подготовка сырья. В качестве его выступает металлическая заготовка квадратного сечения. Стандартный размер заготовки варьируется от 4,5 до 18 сантиметров в ширину и до 12 метров в длину. Перед началом обработки необходимо убедиться в ее целостности
Особое внимание уделяется качеству поверхности, так как от этого напрямую зависит качество и долговечность получаемой катанки.
Отобранный металлический квадрат отправляется в печь, где разогревается до необходимой температуры для обеспечения должного уровня пластичности и тягучести.
Значение используемой температуры напрямую зависит от марки металла. Слишком низкий уровень или неравномерность нагрева усложнит процесс формирования, увеличивая сопротивление прокату, а перегрев способствует выжиганию углерода и уменьшению прочности готового изделия.
Разогретые заготовки подаются на загрузочные решетки прокатного стана. Стандартный стан состоит из нескольких секций, обеспечивающих сначала черновую прокатку, убирающую с поверхности подаваемой заготовки образовавшуюся окалину, и чистовую – непосредственно придающую правильную круглую форму сечению.
Расстояние между прокатными валками, расположенными по длине линии, постепенно уменьшается. Также ручьи (выемки на валках, формирующие изделие) чередуются, попеременно изменяя форму поперечного сечения между квадратом, овалом или ромбом, тем самым растягивая ее и делая тоньше. Круглым сечение становится при прохождении самых последних валков.
Далее разогретая катанка передается по трубам, остужаемым водой, на мотальный станок, сматывающий ее в бухты. Готовая бухта сбрасывающим устройством вешается на крюковой конвейер, отправляющий все еще горячие изделия в зону охлаждения.
Всего используется 3 способа охлаждения. Узнать о том, какой из них использовался при производстве конкретного изделия можно по маркировке:
- ВО – естественное охлаждение на воздухе,
- УО1 – ускоренное одностадийное,
- УО2 – ускоренное двухстадийное.
Охлажденные бухты снимаются с конвейера, перевязываются в двух местах и отправляются на упаковку.
При необходимости получаемая стальная катанка может оцинковываться, тем самым получая дополнительную защиту от воздействия внешней среды.
Обязательные правила при покупке стальной катанки
Для того, чтобы не ошибиться и подобрать нужную катанку хорошего качества и по доступной цене, следует знать несколько важных моментов о выборе металлопроката:
Нужно обязательно обращать внимание на маркировку на изделии, это поможет определить все качественные характеристики металлопроката, соответственно подобрать нужный вид катанки для применения в нужных вам условиях. Именно в этот момент может решиться дальнейший срок эксплуатации, уровень прочности и антикоррозийной стойкости материала;
Еще один важный момент — это осмотр состояния мотков катанки на наличие дефектов, таких, как потертости и ржавчина, ведь от этого также зависят напрямую эксплуатационные характеристики катанного вида металлопроката;
Если вы решили обратиться за помощью по консультации про данный вид металлопроката, следует прислушиваться только к специалистам своего дела, ведь для того, чтобы подобрать к определенной области применения материал нужны специальные знания и опыт работы в этой сфере.. Наши специалисты помогут вам с выбором и проконсультируют по всем интересующим вас вопросам, руководствуясь знаниями своего дела и опытом работы в сфере металлопроката
Наши специалисты помогут вам с выбором и проконсультируют по всем интересующим вас вопросам, руководствуясь знаниями своего дела и опытом работы в сфере металлопроката.
Производство и характеристики стальной катанки
Согласно ГОСТ-стандартам стальная катанка изготовляется из следующих видов стали: Ст0, Ст1, Ст2, Ст3.
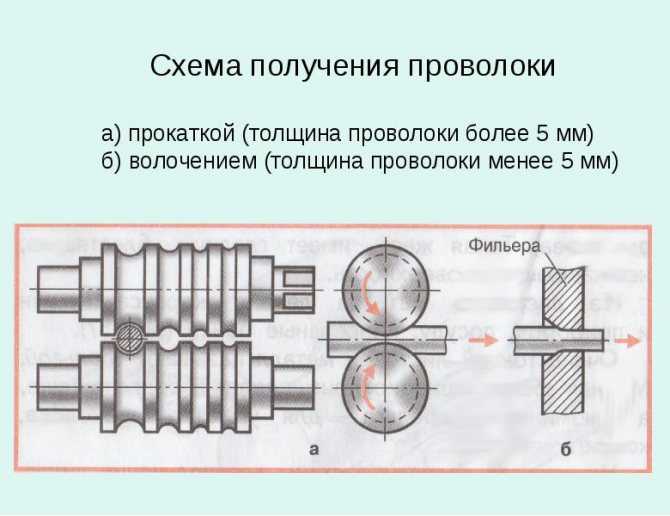
Производится катанка на металлопрокатных станках двумя способами: прокатки и волочения. Для начала в валы прокатного станка запускают квадрат. Далее начинается процесс обжимания стальной заготовки, придавая ей круглое сечение нужного диаметра. Во время прокатки и при воздействии валов на заготовку, она при силе трения разогревается. После прокатки катанка подается в специальную установку, которая скручивает ее в кольцо. Далее скрученную катанку в кольце переносят в охлаждающую зону.
Охлаждение катанки может происходить трем способами:
- УО1 — ускоренное охлаждение одностадийное;
- УО2 — ускоренное охлаждение двухстадийное;
- ВО — естественное воздушное охлаждение.
Охлаждение производится, как в цеху в специально отведенном месте, так и на улице при подходящей температуре до +10 градусов.
Благодаря такому образу получают катанку высокой прочности, но в тоже время и обладает высоким уровнем эластичности.
Охлаждение, которое происходит в цехе, применяется не всегда. В случае дальнейшего производства из катанки тонких деталей, охлаждение данным образом не применяется.
В зависимости от качества прокатки катанка бывает:
- «Б» — повышенной точности прокатки;
- «В» — обычной точности прокатки.
Катанка, как изделие металлопроката в конце производства проходит контроль качества. При проверке важны характеристики изделия:
- Масса одного метра катанки;
- Площадь поперечного сечения катанки;
- Диаметр и предельные отклонения от нужных величин.
Все характеристики катанки должны соответствовать стандартам ГОСТ 380-94.

Катанка может быть разного диаметра: 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При изготовлении катанки по индивидуальному заказу допускается диаметр более 9,0 мм, подается она в мотках.
Диаметры катанки, предельные отклонения по диаметру, площади поперечного сечения и масса одного метра длины должны соответствовать ГОСТ 2590.
Овальность катанки не должна превышать 50 % суммы предельных отклонений по диаметру.
Катанку стальную изготавливают в мотках, состоящих из одного непрерывного отрезка. Масса одного мотка составляет от 520 до 1250 кг.
Области применения стальной катанки
Катанка с различными уровнями свойств и качеств применяется в различных областях производства, что только повышает ее значимость в производстве и на мировом рынке металлопроката.
Сферы применения стальной катанки:
- Катанка используется в электроснабжении и связи — в изготовлении кабелей;
- Строительство — как основа для изготовления арматуры различного диаметра, упаковка стройматериала, скоб, гвоздей, изготовление строительных канатов.
- Архитектура и кузнечное дело. Это могут быть ворота, беседки, оградки, козырьки, и другие декорации.
- Производство сетки, которая в дальнейшем применяется для заборов, армирования в ремонтных работах;
- Катанка выполняет роль электронной дуги в сварочных аппаратах;
- В швейной промышленности из катанки изготавливают иголки;
- Применение катанки для изготовления деталей любой электроники и бытовой техники;
- Производство пружин и других эластичных элементов.
Так как катанка в основном используется для дальнейшего изготовления из нее деталей, то следует понимать, катанка из какой стали подходит для изготовления той или иной детали.
Основные марки легированной стали, которые используются для получения катанки:
- Никелевые стали для цементации. Изготовления цементированных осей, подвергающихся большому износу и ударам;
- Марганцовокремнистые стали применяют для пружин, закаливаемых после изготовления;
- Вольфрамоуглеродистые стали подходят для изготовления метчиков, сверл и т.п.;
- Хромоникелевые стали: для некоторых обработанных деталей, таких как болты, оси и т.д.;
- Хромоуглеродистые стали: для изготовления шариков, осей, инструментов и т.п.;
- Быстрорежущие стали: изготовление различных инструментов.

Катанка

Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм.
При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
https://youtube.com/watch?v=zmmk9GPlTy4
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
https://youtube.com/watch?v=3ktS0iTZ3Gk
https://youtube.com/watch?v=uISCHxhlJrs
https://youtube.com/watch?v=o9YW0gKPjUU
Виды
Покрытие, наносимое на катанку, выполняется методом горячего распыления или анодирования. В первом случае горячая цинковая пудра наносится на стальную проволоку, с которой предварительно удалена окалина (перекись железа).

Цинк наносят и путём анодирования, растворив в электролите цинксодержащую соль, например, хлорид цинка. Через состав пропускается постоянный ток. На катоде выделяется слой металлического цинка, а на аноде – в данном случае хлор, в лабораторных условиях определяемый по запаху. Омеднение алюминия (для экономии меди) производят также путём анодирования. Сфера применения омеднённых алюминиевых жил – сигнальные кабели для слаботочных систем, например, сетей охранно-пожарной сигнализации и видеонаблюдения.

Газодинамический способ позволяет оцинковать изделие из стали любой формы. В основе его принципа действия – гиперзвуковой поток наносящего напыление газа.
Горячее оцинковывание – самый лучший метод. Горячеоцинкованный пруток прослужит заметно дольше, чем точно такая же продукция, обработанная другими методами. Для этого катанка или другое изделие помещается в ванну, в которой расплавлен цинк. После извлечения цинк окисляется, затем присоединяется углекислый газ, и оксид цинка превращается в карбонат цинка.


Стальная катанка, согласно ГОСТу 30136-95, производится как мерная, немерная и в разы превышающая мерное значение.
Для низкоуглеродистых сталей катаный прут имеет длину в 2–12 м: чем меньше углерода в стали, тем она пластичнее. Сталь с повышенным содержанием угля выпускается в виде 2–6-метровых прутьев. Высокоуглеродистая сталь, отличающаяся повышенным качеством, позволяет выпускать пруты в 1–6 м.