Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
-
Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
https://youtube.com/watch?v=tpNwkvaNV5I
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
https://youtube.com/watch?v=0ywPIWxBJxI
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками. Проверьте жало паяльника перед началом работы
Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец
В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой

Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).

Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).

Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
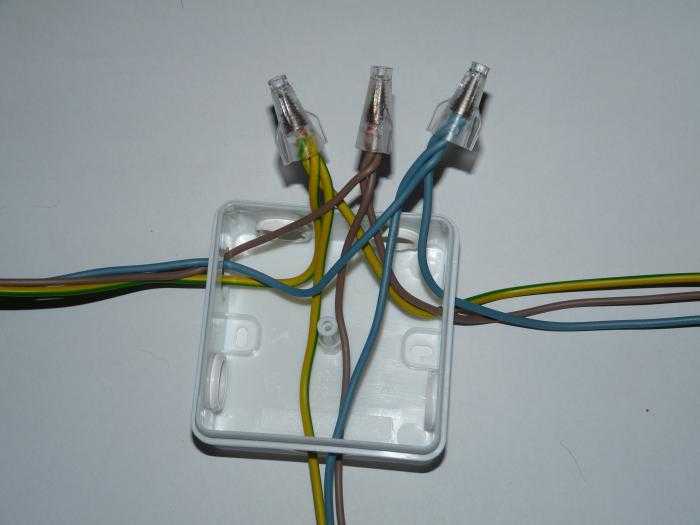
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
https://youtube.com/watch?v=Co-4zG_XJBA
Пайка проводов – в чем ее суть
Паяльное искусство основано на способностях некоторых металлов растекаться по другим металлам в расплавленном состоянии под действием умеренного поверхностного натяжения и силы гравитации. Непосредственно же пайка проводов паяльником представляет собой процесс нагревания медных жил до огромных температур, после чего они соединяются между собой. Отличительная особенность: пайка – это неразборность конструкции, поскольку после застывания провода разделить невозможно из-за обволакивающего слоя припоя.
Если требуется паять медные провода, большое внимание уделяют таким факторам, как проводимость электрического соединения, а также прочность механического соединения. Как правило, оба параметра напрямую зависят друг от друга, ведь если провода спаяны надежно и прочно, то проводимость тока между ними также будет на максимальном уровне
Обращать внимание здесь необходимо на слой припоя, что связано с его высоким удельным сопротивлением.
 Разделить провода после спайки невозможно
Разделить провода после спайки невозможно
Для достижения прочного соединения двух проводов, требуется выполнить два основных условия. Самое главное из них заключается в чистоте спаиваемой поверхности. Так, присутствие каких-либо загрязнений или даже самых тонких оксидных пленок, не позволит добиться нужного эффекта. Это обусловлено тем, что припой накладывается на поверхность медных кабелей на атомном уровне.
Вторым важным условием выступает температура припоя, которая должна быть существенно ниже температуры остальных частей, подвергаемых спаиванию. В большинстве случаев так и происходит, однако некоторые припои обладают очень высокими температурами плавления. Это может привести к ухудшению качества механического соединения, а также помешать формированию правильной кристаллической решетки припоя.
Описание процесса
Процесс соединения электрических поводов в распределительной коробке достаточно прост. При соблюдении правил техники безопасности эту работу сможет сделать и новичок. Перед началом работы следует попрактиковаться на отдельных металлических деталях, чтобы привыкнуть к работе сварочного аппарата. Также нужно научиться регулировать температуру электрода, чтобы он не перекаливался, и не залипал на месте сварки.
Настройка устройства производится в соответствии с толщиной жил, которые нужно приварить, и от их количества. Для начала, при помощи обычного метода скрутки, нужно скрепить жилы проводов. Зачистите около 5 см от конца шнура, убрав изоляционную обмотку. Затем контакты жил можно скрутить между собой, сделав 6-7 витков.
Насыпается флюс на углубления. При сварке электрод нужно поднести к месту соединения, пока в контактной точке не начнет образовываться медный шарик. Когда соединение остынет, нужно очистить контакт от флюса наждачной бумагой, а затем изолировать его лентой ил термоусадочной трубкой.
Правила безопасности
При работе с паяльником необходимо:
Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов
Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
Класть паяльник на жаропрочную подставку
Горячий инструмент должен быть зафиксирован в держателях.
Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37
Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3
Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25
Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1
Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50
Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса. В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.

Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы; 2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов; 3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале; 4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое; 5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.

Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений. Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов
Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва

Особенности пайки многожильных проводов
 Все описанные ранее процедуры пайки применимы исключительно для одножильных проводников, представляющих собой только один из возможных вариантов. Нередки ситуации, когда необходимо распаять многожильный провод, при работе с которым возникают определённые нюансы.
Все описанные ранее процедуры пайки применимы исключительно для одножильных проводников, представляющих собой только один из возможных вариантов. Нередки ситуации, когда необходимо распаять многожильный провод, при работе с которым возникают определённые нюансы.
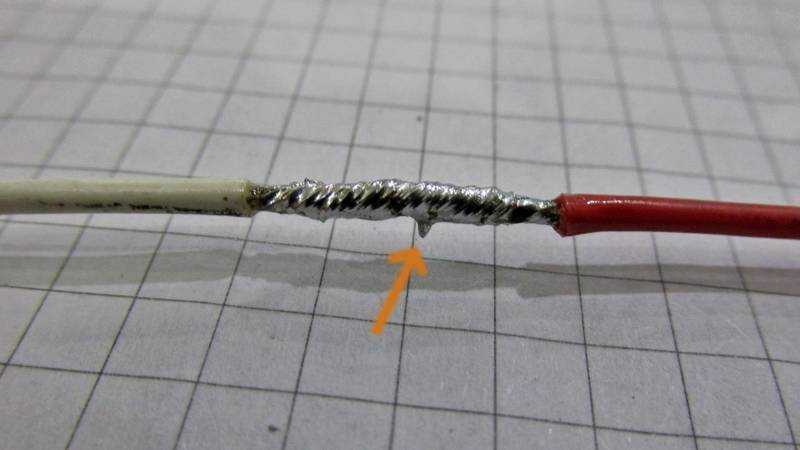
Последние заключаются в том, что перед лужением отдельные жилы таких проводов сначала «разлохмачиваются», что позволяет смачивать их в канифоли по отдельности. При их лужении необходимо следить за тем, чтобы каждая из жил была покрыта тонким слоем расплавленного олова.
После остывания разогретого припоя они сначала скручиваются в общий жгут, и только потом их можно паять по уже описанной ранее схеме. Такой подход при работе с многожильными проводами позволяет соединять жилы так, что они не смогут оторваться при повышенной нагрузке.

Единственно, на что нужно обратить внимание в этом случае – более тщательный прогрев места спайки
Как происходит пайка проводов паяльником?
Для того, чтобы спаять два многожильных медных провода не требуется особых навыков. Вам понадобятся следующие инструменты и материалы:
- Паяльник
- Паяльное жало
- Салфетка и вода
- Подставка под паяльник
- Канифольный припой 60/40 или бессвинцовый
- Канифольный флюс
- Термоусадочная трубка
- Тепловой пистолет
- Инструмент для снятия изоляции
- Защитные очки

Чтобы немного сократить количество компонентов, можно купить паяльную станцию . На нашем сайте можно заказать оптом любое оборудование для пайки, включая и канифоль. В состав паяльной станции уже входит паяльник, подставка и очиститель для жала. Работать с паяльной станцией несколько проще, чем с обычным паяльником, так как провод, идущий от паяльника не подключается к розетке напрямую, что делает движения при пайке более маневренными.
Припой можно взять либо свинцовый 60/40 (60% — олово, 40% — свинец) или бессвинцовый (99,3% — олово,0,7% — медь). Первый используется более широко и стоит несколько дешевле, при правильном обращении он практически безвреден, однако для максимального спокойствия за свое здоровье лучше брать припой без свинца.
Рабочее место при пайке
Ваше рабочее место должно быть хорошо вентилируемым
Обратите на этот пункт особое внимание, если вы используете припой с содержанием свинца. Также после работы со свинцовым припоем не забудьте как следует вымыть руки
Саму пайку рекомендуется производить на негорючих поверхностях, так как температура наконечника паяльника может варьироваться в пределах от 300 до 450 градусов, а расплавленный припой может случайно стечь с жала. Обязательно используйте защитные очки для глаз!

Зачистите провода Важным пунктом в зачистке проводов является использование инструмента правильного калибра. Неверно подобранный инструмент может вместе с изоляцией обрезать жилы провода. Постарайтесь не переборщить, но и не срезать меньше. Удаление слишком малого количества изоляции затруднит пайку, а слишком большого — приведет к обнажению чрезмерного количества проволоки, что в свою очередь, потребует использования дополнительных термоусадочных трубок.
Подготовьте термоусадочную трубку
Трубку следует выбирать по принципу минимального диаметра, в который поместится провод. Не переборщите! Если взять трубку слишком большого диаметра, то вероятнее всего, она не сможет ужаться до нужного размера. Что касается длины, то здесь правило тоже довольно простое: трубка должна покрывать стык и заходить за него в обе стороны на один сантиметр. Наденьте термоусадочную трубку на провод и отодвиньте от конца приблизительно на 30 см.
Соедините провода
Осторожно очистите отдельные жилы, сцепите их между проводами, образовав подобие сетки. Слегка скрутите провода
Обратите внимание, что если скрутить провода слишком сильно, то припой не сможет проникнуть между жилами, но слишком слабо скручивать тоже не стоит — диаметр стыка должен быть меньше диаметра термоусадочной трубки
Закрепите провода
Закрепите провода над рабочей поверхностью. Не рекомендуется паять непосредственно на поверхности, так как провода могут прилипнуть к ней посредством припоя. Для крепежа подойдут «крокодилы» или бытовые металлические пружинные зажимы.
Добавьте канифольный флюс
Осторожно вотрите небольшое количество флюсовой пасты в оголенное соединение проводов. Аккуратно распределите ее по всему медному участку
Канифольный флюс поможет припою затечь в сетчатые жилы.
Подготовьтесь к пайке
Включите паяльник. Достаньте около 15 сантиметров припоя. Один из его концов должен быть открыт и готов к использованию. Пока идет нагревание, протрите жало паяльника влажной салфеткой. Это действие гарантирует полное удаление всех предыдущих окислений. Для паяльника, который нагревается впервые, в этом нет необходимости.
Припаиваем провода
Прикоснитесь нагретым концом паяльника к стыку проводов. Прочно удерживайте наконечник в течение 5-10 секунд, чтобы нагреть проволоку. Затем слабо коснитесь оголенным концом припоя нагретого места. Под воздействием тепла припой должен быстро расплавиться и втянуться в медные жилы.

Усадите трубку
Дождитесь полного остывания места припоя, затем передвиньте уже надетую термоусадочную трубку на соединение. Проверьте, что она располагается ровно. Проведите несколько раз тепловым пистолетом по трубке, пока она полностью не сожмется. Вот и все, вы успешно спаяли два провода!
Источник
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Метод пайки радиодеталей на плату
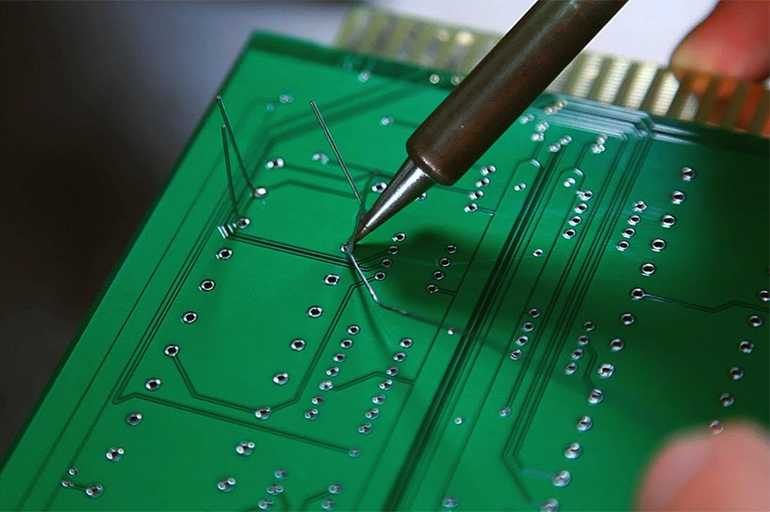
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.